
MANYETİK PARÇACIK KONTROLÜ (MT)
MANYETİK PARÇACIK KONTROLÜ
Manyetik parçacık kontrolü, mıknatıslanabilen malzemelerde, malzemenin yüzeyinde
ve yüzeyine yakın yerlerdeki süreksizlikleri tespit etmede kullanılan tahribatsız test
metotlarından biridir.
Tarihçe:
Mıknatıslanma özelliğini bir mineral üstünde ilk fark eden eski Yunanlılar olmuştur.
1920’li yılların başlarında William Hoke metaller üzerindeki çatlakların renkli manyetik
parçacıklarla tespit olunabileceğini keşfetmiştir.
Manyetik parçacık testinin esasını kontrol edilecek olan malzemelerin
mıknatıslanabilme özelliğine sahip olması teşkil eder. Kontrol edilecek olan malzemeye
cihaz tarafından akım verilerek malzemenin mıknatıslanması sağlanır. Mıknatıslanması
sonucunda rastgele dizilmiş moleküller, düzgün sıralı bir şekilde geçer ve bir mıknatıs görevi yapar
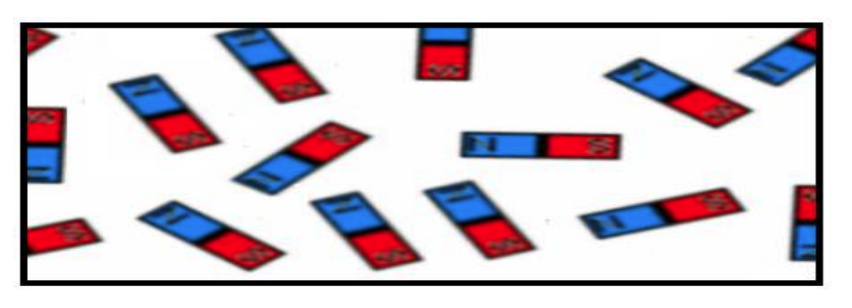
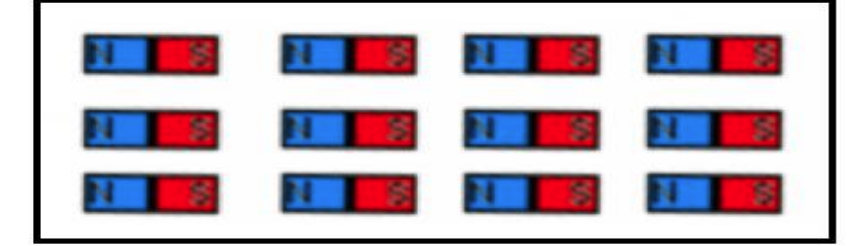
Moleküller bu şekilde dizildiğinde demir parçaları bir kuzey ve bir güney kutbuna
sahip olacaktır. Her molekülün kuvvetlerinin toplamına eşit bir toplam kuvvet ortaya çıkar.
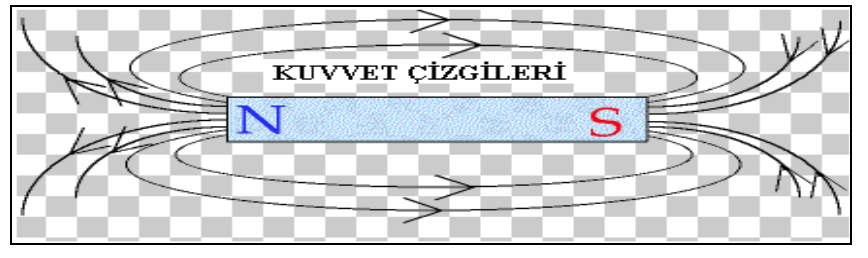
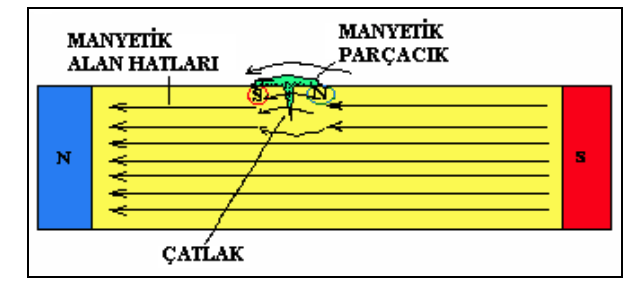
Şekil 3.3’te görüldüğü gibi bir mıknatısın etrafında kuvvet çizgilerinin belirli bir yönü
vardır. Bunlar, kuzeyden (north) çıkar, güneyden (south) girer ve mıknatısın içinde güneyden
(south) kuzeye doğru yoluna devam eder. Manyetik kuvvet çizgileri devamlı ve daima kapalı
bir çevrim oluşturur. Kuvvet çizgileri birbirini kesmez ve diğer kuvvet çizgileri ile çakışmaz.
Bir mıknatısın etrafında kuvvet çizgilerinin etkisinin görüldüğü alana manyetik alan denir.
Yukarıdaki çizgilerin hepsi, mıknatısın etrafındaki manyetik alanı oluşturur. Manyetik alan,
mıknatısın uçlarında daha yoğundur. Malzemeye akım verilip malzemede manyetik bir alan
oluşturduktan sonra eğer malzeme süreksizlikler var ise süreksizliklerde de N-S kutupları
oluşur
**ŞEKİL 3,4
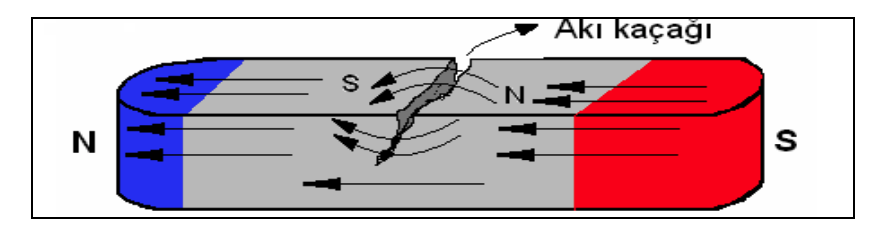
Şekil 3.4’te görüldüğü gibi süreksizlik bulunan malzemelerde bir akı kaçağı
oluşmaktadır.
Bu akı kaçakları, malzeme yüzeyine uygulanan demir tozlarını süreksizlik üzere
toplar. Eğer süreksizlik yok ise demir tozları kuru olan malzeme yüzeyinde toplanmadan
malzeme yüzeyini terk edecektir.
İkinci olarak demir tozları taşıyıcı bir sıvı içinde süspansiyon (karışım) hâlde bulunur
ve bu sıvı içinde flöresan maddede bulunur. Bu sıvı mıknatıslandırılmış malzeme üzerine
dökülerek veya sıkılarak eğer var ise süreksizliklerin üzerinde demir tozlarının toplanmasına
neden olur
—–Manyetik Parçacık Kontrolünün Uygulanabileceği Malzemeler
Manyetik parçacık kontrolünün prensibi, test parçası içinde manyetik alan meydana
getirmeye dayanır. Bundan dolayı kontrol edilecek olan malzemelerin iyi mıknatıslaması
gerekir. Ferromagnetik malzemeler en iyi mıknatıslanabilen malzemelerdir. Demir, çeliklerin
birçoğu; nikel, kobalt ve bunların alaşımlarının çoğu ferromagnetik malzemelerdir. Manyetik
olmayan malzemeler, bakır ve alaşımları, alüminyum ve alaşımları, magnezyum, titan ve
bazı paslanmaz çelikler.
—–Manyetik Parçacık Kontrolünün Uygulanması
Manyetizasyon Teknikleri
Bu metotla muayene olunacak parçanın önce manyetikleştirilmesi ve muayene bitince
de bu manyetikliğin kaldırılması gerekir. Test parçasının manyetizasyonu için çeşitli
teknikler vardır. Bu teknikler, test parçası içinde meydana gelen manyetizasyona göre
boyuna ve dairesel olmak üzere iki grupta toplanır.
3.4.1.1. Boyuna Manyetizasyon
Kalıcı mıknatıslarla veya elektromıknatıslarla manyetizasyon
Bu yöntemde test yüzeyi ile temas “U” şeklindeki bir kelepçe (yoke) ile sağlanır.

Temas yüzeyleri, parçanın bu kısımlarında mevcut manyetik alanın kuzey ve güney
kutuplarını oluşturur. Yukarıdaki Resim 3.3’te görüldüğü gibi manyetik akı çizgileri iki
kutbu birleştiren doğruya paraleldir ve bu doğruya dik olan çatlakların algılanması
maksimumdur.
Bobin ile manyetizasyon
Test edilecek parça, enerji verilmiş bobinin iç yüzeyine yakın olacak şekilde
yerleştirilir. Çünkü bobin etrafında dönen kuvvet çizgileri yönünden dolayı burada manyetik
alan maksimumdur. Parça ekseni boyunca manyetize edilir ve bu yüzden en büyük
hassasiyet bizzat eksene dik olan çatlaklar için geçerlidir. Bobin ile muayene edilebilecek en
uzun parça uzunluğu 460 mm’dir.
. Dairesel Mıknatıslanma
İç iletken ile manyetizasyon
Bu manyetizasyon ortası delik parçalar için uygundur. Parça içine bir iletken
yerleştirilir. Enerji verildiğinde etrafındaki boşlukta dairesel manyetik alan meydana gelir.
Bağlantılı bobinle manyetizasyon
Bu tip manyetizasyon parçasının duvarı etrafına bir kablo sararak yapılır. Maksimum
hassasiyet, test parçasının ekseni boyunca olan çatlaklar için elde ediliR
Temas kafaları ile manyetizasyon
Farklı kesitlere sahip parçalarda (Örneğin, içi boş borular) manyetizasyon her bir
kesitin gerçek çapına göre hesaplanmalıdır. Dairesel olmayan kesitlerde maksimum köşegen
göz önüne alınır. Çapta çok fazla değişim var ise geniş kısmı test etmek için gereken akım
dar kısım için çok fazla gelebilir ve arada ısı oluşur. Bu ısı, asıl işlem görmüş parçaların
mekanik özelliklerini etkileyebilir. Bu durumda, büyük kısımları manyetize ederken uçlara
akım verilmemelidir. görüldüğü gibi bakır ayırıcılarla manyetizasyon yapılır.
Prodlarda manyetizasyon
Bu teknikte bir güç kaynağına bağlı portatif elektrotlarla parçanın bu elektrotlar
arasında kalan kısmından elektrik akımı bölgesel bir manyetizasyon meydana getirilir.
Manyetizasyon, malzemeden akım geçirilerek temas alanlarında meydana gelen zıt dairesel
alanların birleşiminden ve iki prod arasında meydana gelen dairesel manyetizasyondan
oluşur.
Manyetizasyon, temas noktaları arasındaki merkezi doğruda maksimumdur ve
bunlardan geçen çizgilere dik olacak şekilde şekil de yönlenir. Burada, maksimum
hassasiyetin temas noktalarını birleştiren doğruya paralel olan çatlaklar için olacağı anlaşılır.
Manyetizasyon durumları, prodlar arasındaki uzaklığa ve manyetizasyon akımına
bağlıdır. Prodlar arasındaki uzaklık 80-120 mm arasında değişir. Daha büyük mesafeler
kullanılmaz. Çünkü o zaman temas noktaları arasındaki merkezî doğrunun ortasında akı
yoğunluğu aşırı derecede düşebilir ve bu da muayene hassasiyetini düşürecektir.
80 mm’den
düşük uzaklıklardan sakınmak gerekir. Aksi takdirde temas noktalarından dairesel yollar
oluşur ve bunlar küçük belirtileri engelleyebilir. Manyetizasyon akım miktarı, prodlar
arasındaki uzaklığa (Amp/mm) ve parça kalınlığına göre aşağıdaki tabloya göre yapılır.
Parça kalınlığı (mm) Prodlar arası uzaklık
B Kontrol Aşaması
Malzeme mıknatıslandıktan ve üzerine kuru demir tozu veya flöresan sıvısı ile birlikte
süspansiyon hâlindeki demir tozları malzeme üzerine uygulandıktan sonra kontrol işlemine
geçilir.
Siyah ışık ile yapılan kontrol ortamdaki beyaz ışık şiddeti, üretici firmanın verdiği
değerlerde olmalıdır. Bu şartlar altında malzeme kontrol edildiğinde çatlaklar var ise
fluoresan olmayan demir tozları beyaz ışık altında malzeme yüzeyine toplanmış olarak
fluoresanlı demir tozlarının da siyah ışık altında sarı-yeşil karışımı bir renkte belirti keskin
bir belirti olarak görülecektir. Aşağıdaki resimlerde örnekler verilmiştir
Elde edilen belirtiler standart veya şartnamelere göre değerlendirilir. Standart veya
şartnamenin verdiği değerin altında belirtiler (süreksizlik) kabul edilir.
Bu değerin üzerindeki
süreksizlikler de hata olarak değerlendirilir.
. Demanyetizasyon (Mıknatıslığını Giderme) İşlemi ve Son
Temizlik
Ferromagnetik malzemeler, manyetik parçacık testinin odak noktasıdır ve bu
malzemeler retentivite (mıknatıslığı tutma yöntemi) ile karakterize edilir. Bu yüzden test
edilen parçada belli bir artık alan kalır ve bunun derecesi malzemenin kimyasal
kompozisyonuna ve yapısına bağlıdır. Aşağıdaki resimde demanyetizasyon işleminin
gerçekleştirilmesi gösterilmektedir.
Bazı durumlarda, artık manyetik alan parçanın özel fonksiyonunu bozabilir veya daha
sonraki fabrikasyon işlemlerinden güçlükler çıkabilir. Örneğin, demagnetizasyon aşağıdaki
durumlarda gerekir.
Parça daha sonra işlenirken talaşlar parçanın yüzeyine veya alete yapışabilir.
Daha sonra elektrik ark kaynağı yapılırken kuvvetli artık alanlar ark alevini
gitmesi gereken yerlerden başka yere saptırabilir.
Hareketli yerlerde güçlükler çıkabilir. Örneğin, bilyeli yataklarda ve çark
dişlilerinde metal parçalarını tutar.
Tanecikleri tutarlar ve bu da daha sonra kaplama veya boya yapılacaksa bu
işlemleri etkiler.
Demanyetizasyon işlemi yapıldıktan sonra malzemenin molekül yapısı eski şekline
(düzensiz) geri döner. Eğer aynı malzemede hem boyuna hem de dairesel mıknatıslama
yapılacak ise ince dairesel mıknatıslandırır (kafalar arasında) daha sonra boyuna
mıknatıslandırılır (bobin içinde). Çünkü bobin içinde yapılan mıknatıslandırmada kullanılan
değeri bobin sarım sayısından dolayı daha yüksek olacaktır.
Demanyetizasyon işlemi bir
anlamda malzemenin demir tozlarından kurtulması olduğu için temizlik anlamına da gelir.
Bunun dışında malzemenin hazırlık kısmındaki ilk temizleme işlemi gibi bir işleme
tabi tutmak gerekir. Aksi takdirde malzeme yüzeyinde kalabilecek demir tozları ileride parça serviste iken büyük hasarlara neden olabilir. Bunun için demanyetizasyon ve son temizliğin
önemi de büyüktür.